4號主廠房南北跨距80米兄渺,東西跨距31米缝龄,共有9榀屋架梁,本次吊裝的最大屋架梁長30米寝典,重10.05噸林没,采用 180 噸履帶吊使其就位至主廠房 34.5 米高處。
為搶抓4號主廠房節(jié)點計劃缅坯,確保主廠房屋架梁吊裝作業(yè)順利進行婶苦,項目部自汽機基座澆筑以來,緊扣計劃怠播,全力協(xié)調(diào)人吴位、材、機等生產(chǎn)要素块启,克服廠供設(shè)備到貨慢嚣刺、高溫天氣等不利因素,認真梳理屋架梁吊裝的各個環(huán)節(jié)魔踱,制定詳細周密的技術(shù)方案和安全措施揪孕。隨著一陣鞭炮聲,屋架梁吊裝作業(yè)徐徐展開恰壁,經(jīng)過全員共同努力終于使作業(yè)面如期移交屋架吊裝姊象。整個吊裝過程,指揮統(tǒng)一晓褪,協(xié)調(diào)一致堵漱,贏得了業(yè)主、監(jiān)理及總包方一致好評涣仿。
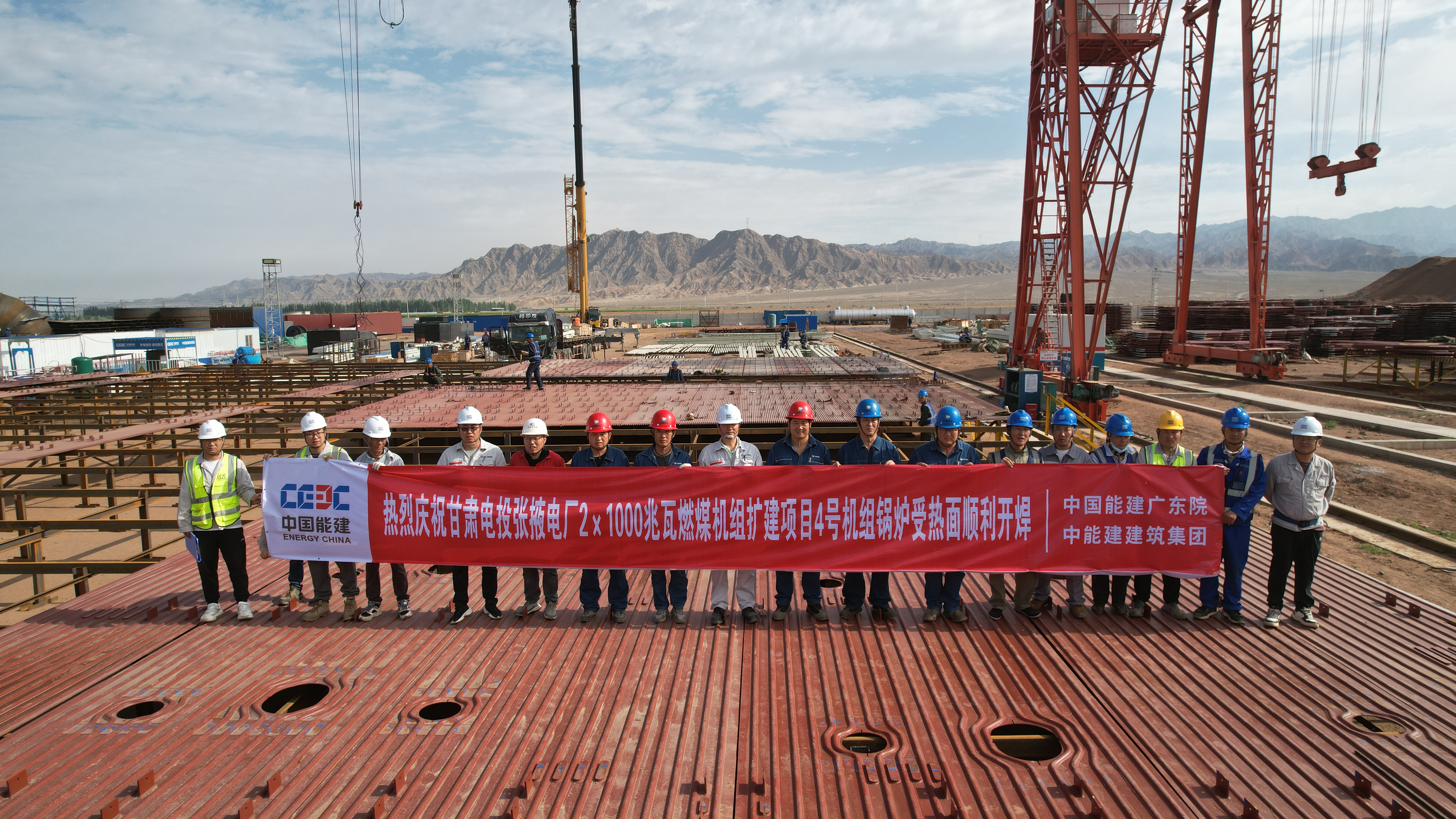
當日9時整勤庐,甘肅電投張掖電廠2×1000兆瓦燃煤機組擴建項目4號鍋爐受熱面順利開焊,標志著4號鍋爐本體組合安裝工作正式拉開序幕好港。
本次開焊的部件為右側(cè)包墻過熱器上部愉镰,采用氬弧焊接方式,受熱面焊口數(shù)量共計74897只钧汹,先期焊接的包墻過熱器焊口3423只丈探。
為確保此次受熱面順利開焊,項目部和專業(yè)科前期進行了精心的策劃拔莱,多次評審組合場地規(guī)劃布置情況碗降,建立開焊前準備事項清單,每日進行盤點塘秦。在組合架焊接驗收完成后讼渊,統(tǒng)一刷色標進行亮化,制作焊接工藝展板钩厕、母材焊材光譜色標對照表针榜。技術(shù)方面,技術(shù)人員編制焊接工程一覽表舌恒、報審受熱面各系統(tǒng)焊接施工方案途殖、編制焊接及熱處理工藝卡,提前半個月完成開焊前的焊接技術(shù)準備工作瞒籍。同時要求高壓焊工進場后以高標準要求焊工崗前培訓(xùn)枕褂,以保證高壓焊工的技能過硬。開焊前男沛,對焊接及安裝作業(yè)人員進行了安全技術(shù)交底栓占,監(jiān)理、業(yè)主全程旁站監(jiān)督滞泣。
項目部將積極應(yīng)對夏季高溫天氣帶來的各種施工困境橡彬,持續(xù)推進潔凈化施工措施,為后期鍋爐受熱面吊裝目標如期實現(xiàn)創(chuàng)造條件奋屠。(周香香)