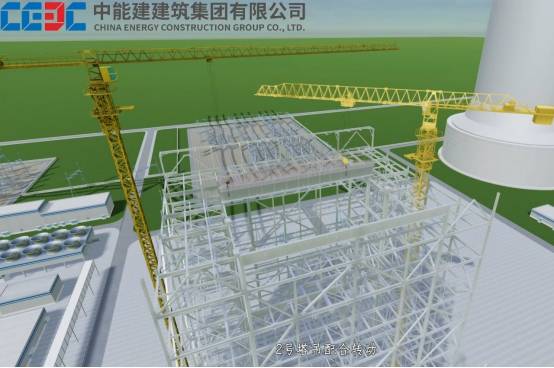
本次開焊的部件為上部垂直水冷壁右墻坑状,材質(zhì)為12Cr1MoVG,規(guī)格為Φ32×7.5和Φ28.6×5.8梳让,采用全氬弧焊接工藝却坦,本次組合焊口共416只,先期焊接的水冷壁焊口共計(jì)27200只喻名。
為確保此次受熱面順利開焊殃练,項(xiàng)目部和專業(yè)科前期進(jìn)行了精心的策劃,多次評(píng)審組合場(chǎng)地規(guī)劃布置情況疚筋,建立開焊前準(zhǔn)備事項(xiàng)清單扫皱,每日進(jìn)行盤點(diǎn)。在組合架焊接驗(yàn)收完成后捷绑,統(tǒng)一刷色標(biāo)進(jìn)行亮化韩脑,制作焊接工藝展板、母材焊材光譜色標(biāo)對(duì)照表。技術(shù)方面段多,技術(shù)人員編制焊接工程一覽表首量、報(bào)審受熱面各系統(tǒng)焊接施工方案、編制焊接及熱處理工藝卡进苍,提前半個(gè)月完成開焊前的焊接技術(shù)準(zhǔn)備工作加缘。同時(shí)要求高壓焊工進(jìn)場(chǎng)后以高標(biāo)準(zhǔn)要求焊工崗前培訓(xùn),以保證高壓焊工的技能過硬觉啊。開焊前拣宏,對(duì)焊接及安裝作業(yè)人員進(jìn)行了安全技術(shù)交底,監(jiān)理柄延、業(yè)主全程旁站監(jiān)督蚀浆。