3D打印已經(jīng)開辟了一系列全新的可能性。一個(gè)例子是生產(chǎn)新型渦輪機(jī)斗沮稚。然而,3D打印過程通常會(huì)在部件中產(chǎn)生內(nèi)部應(yīng)力,在最壞的情況下會(huì)導(dǎo)致裂縫∞仁啵現(xiàn)在扯际,一個(gè)研究小組已經(jīng)成功地利用慕尼黑工業(yè)大學(xué)(TUM)研究用中子源反應(yīng)堆的中子村参,對(duì)這種內(nèi)部應(yīng)力進(jìn)行非破壞性檢測(cè),是改進(jìn)生產(chǎn)工藝的一項(xiàng)關(guān)鍵成就相品。
燃?xì)廨啓C(jī)斗必須承受極端條件卧他。它們?cè)诟邏汉透邷叵卤┞对诰薮蟮碾x心力下。為了進(jìn)一步最大限度地提高能源產(chǎn)量品山,必須能承受實(shí)際上高于材料熔點(diǎn)的溫度胆建。這可以通過使用空心渦輪斗來(lái)實(shí)現(xiàn),它從內(nèi)部進(jìn)行空氣冷卻肘交。

這些渦輪水桶可以使用激光粉末床融合技術(shù)制造笆载,這是一種增材制造技術(shù):在這里,粉末形式的啟動(dòng)材料通過激光的選擇性熔化而一層一層地建立起來(lái)涯呻×棺ぃ空心渦輪機(jī)斗內(nèi)部復(fù)雜的格子結(jié)構(gòu)為零件提供了必要的穩(wěn)定性。
具有如此復(fù)雜結(jié)構(gòu)的復(fù)雜部件不可能用傳統(tǒng)的制造方法复罐,如鑄造或銑削來(lái)制造涝登。但是激光的高度局部熱輸入和熔池的快速冷卻導(dǎo)致了材料的殘余應(yīng)力。制造商通常會(huì)在下游的熱處理步驟中消除這種應(yīng)力效诅,但這需要時(shí)間胀滚,因此要花錢。不幸的是乱投,這些應(yīng)力也可能早在生產(chǎn)過程中咽笼,直到后處理發(fā)生時(shí)顷编,就會(huì)損壞部件。應(yīng)力會(huì)導(dǎo)致變形羊脾,在最壞的情況下會(huì)導(dǎo)致裂縫命丑。
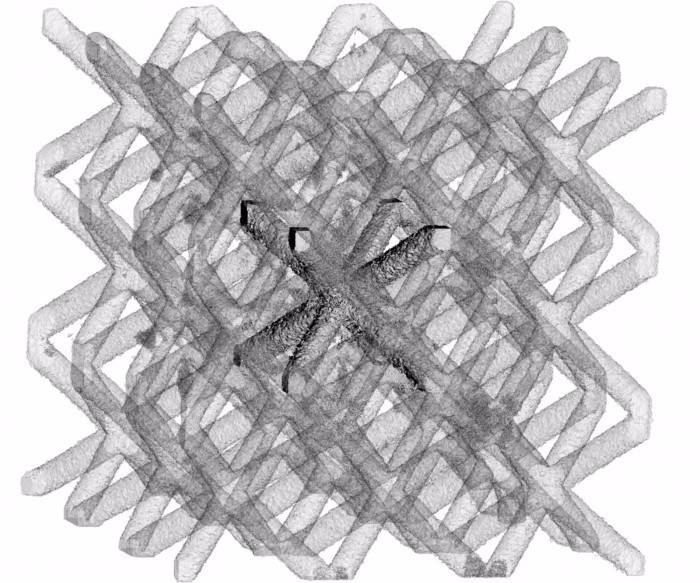
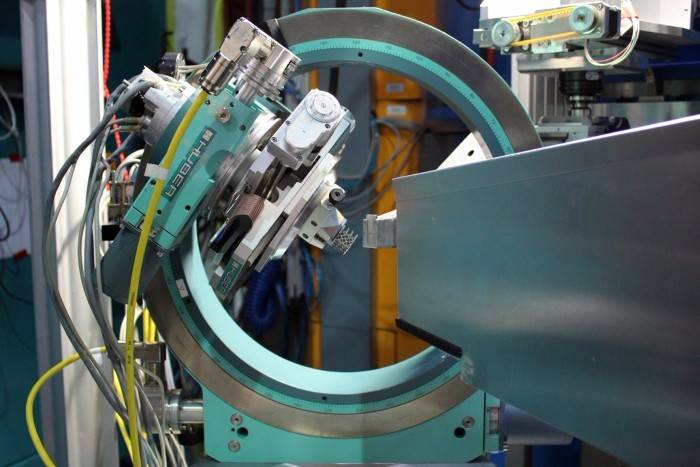
因此,研究人員利用海因茨-邁爾-萊布尼茨研究中子源(FRM II)的中子調(diào)查了一個(gè)燃?xì)廨啓C(jī)部件的內(nèi)應(yīng)力认畦。該部件是由燃?xì)廨啓C(jī)制造商西門子能源公司使用添加劑生產(chǎn)工藝制造的君订。為了在FRM II進(jìn)行中子實(shí)驗(yàn),西門子能源公司使用典型的用于燃?xì)廨啓C(jī)部件的鎳鉻合金打印了一個(gè)尺寸只有幾毫米的晶格結(jié)構(gòu)御颇,然后看看是否可以使用中子來(lái)檢測(cè)這個(gè)復(fù)雜部件的內(nèi)部應(yīng)力溪失。
現(xiàn)在,該團(tuán)隊(duì)已經(jīng)成功地檢測(cè)到了部件內(nèi)部的應(yīng)力材框,下一步是減少這種破壞性的應(yīng)力桃逆,即必須修改生產(chǎn)工藝參數(shù),從而修改打印過程中構(gòu)建方式缰俭。這里的關(guān)鍵因素是在建立各層時(shí)隨著時(shí)間推移而輸入的熱量贫莹。在熔化過程中,熱量的應(yīng)用越局部京挖,就會(huì)產(chǎn)生越多的內(nèi)部應(yīng)力窗慎。只要打印機(jī)的激光器對(duì)準(zhǔn)一個(gè)特定的點(diǎn),該點(diǎn)的熱量就會(huì)相對(duì)于相鄰區(qū)域上升卤材。這就造成了溫度梯度遮斥,導(dǎo)致了原子晶格的不規(guī)則。所以必須在打印過程中盡可能均勻地分配熱量扇丛。在未來(lái)术吗,該小組將用新的組件和修改的打印參數(shù)來(lái)研究這種情況。該小組已經(jīng)在與西門子合作帆精,計(jì)劃利用位于Garching的TUM中子源進(jìn)行新的測(cè)量较屿。