目前硅片尺寸由158.75向166全速推進,各廠商開發(fā)熱點聚焦于下一代182和210尺寸析既,出現(xiàn)了182聯(lián)盟和210聯(lián)盟兩大陣營尾丑。大尺寸硅片的系統(tǒng)降本成效顯著穴愕,成為光伏平價上網(wǎng)的有力保障。
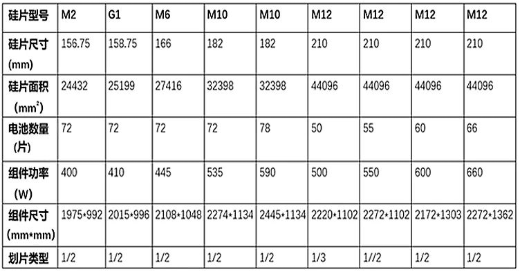
表一 大尺寸硅片發(fā)展趨勢
組件效率的提升也是實現(xiàn)光伏平價上網(wǎng)的有效手段之一鳄砸。近年來威跟,大多數(shù)廠商引入疊焊及小片間距焊接等高密度焊接技術(shù),以提升組件效率惧圆。該技術(shù)可將電池片的間距由2mm縮減為0.5mm往茄,甚至可實現(xiàn)-0.2mm間距,減少了電池片的冗余面積瘦镶,從而提高組件效率乘占,讓組件的間隙都具備發(fā)電能力,降低度電成本澳坟。

組件小間距焊機和疊焊示意圖
大尺寸硅片和高密度焊接新技術(shù)的導入雖然能起到光伏系統(tǒng)降本作用笔畜,但制程破片率升高习棋,產(chǎn)品良率下降。因此呐粘,下游廠商對激光劃裂技術(shù)提出更嚴苛的要求满俗,主要體現(xiàn)在增強電池片機械強度上。常規(guī)激光劃裂存在兩個弊端:
● 激光熱燒蝕工藝會在切割面留下大量熱損傷作岖,降低電池片的機械強度唆垃。
● 機械掰片工藝不適用于大尺寸硅片,容易破片痘儡。
在這關(guān)鍵的技術(shù)迭代時刻辕万,大族光伏裝備憑借多年的技術(shù)沉淀,根據(jù)市場需求沉删,研制出創(chuàng)新的無損激光劃裂技術(shù)渐尿。該技術(shù)已實現(xiàn)產(chǎn)品化,通過嚴苛的大尺寸丑念、高密度封裝工藝驗證涡戳,成功打入市場,贏得一線廠家的一致好評脯倚。設(shè)備出貨量目前>50臺渔彰,后續(xù)機臺持續(xù)交貨中,量產(chǎn)現(xiàn)場表現(xiàn)良好鸯流,破片率<0.03%胯挚,新增切割隱裂率減少,切割電池片的機械性能增強址靶,組件返修率大幅度下降(最好情況<5%)咨桶。
大族光伏裝備的無損激光劃裂設(shè)備適用于156mm×156mm-230mm×230mm電池片。該加工技術(shù)采用應力切割原理乔盹,不存在激光熱燒蝕和機械裂片過程椎敞,可使電池片應力斷面干凈、整潔叨剧,沒有任何損傷點配籽,極大地提高了電池片的機械強度,保證了組件加工的良率和可靠性秩旬,見圖二飞席、圖三。
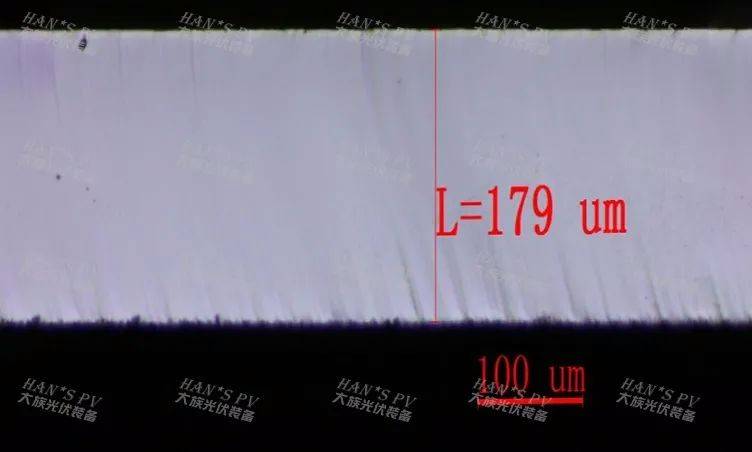
圖二 無損激光劃裂硅片切割面圖
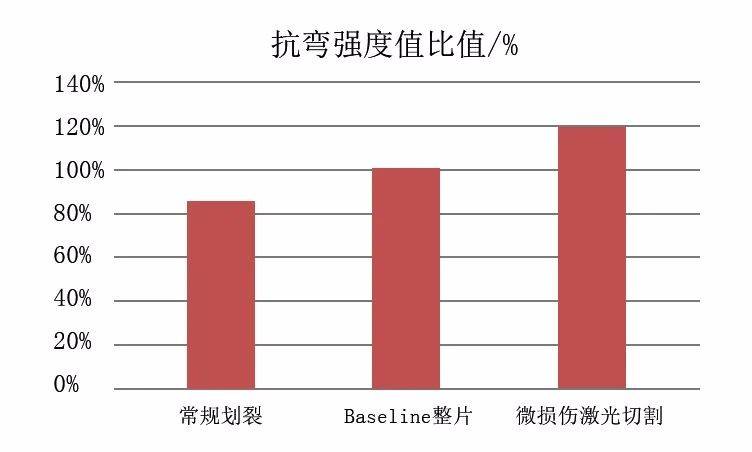
圖三 電池的抗彎曲性能測試
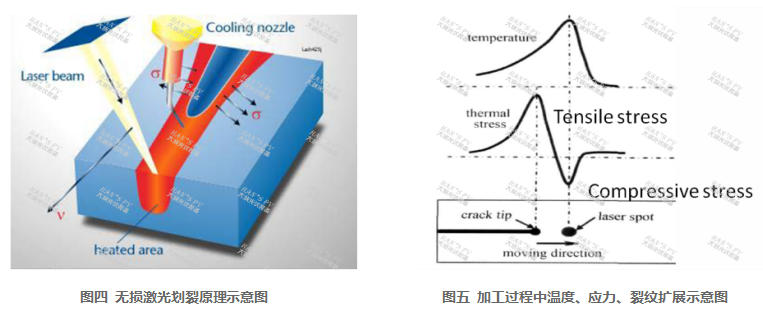
無損激光劃裂核心原理是激光熱應力控制斷裂技術(shù)淘客。首先利用激光對材料進行局部快速加熱村秒,隨后配套冷卻技術(shù)產(chǎn)生一個不均勻的溫度場,不均勻的溫度場會在材料表面產(chǎn)生溫度梯度,從而誘發(fā)熱應力的產(chǎn)生犀农。其中激光光斑中處于壓應力狀態(tài)惰赋,而激光光斑前后處于拉應力狀態(tài),由于脆性材料抗壓剛度遠大于抗拉強度井赌,當拉應力達到材料的斷裂強度時谤逼,就會使材料從電池片邊緣開的超小槽口開始斷裂,進而隨著激光及后續(xù)冷卻的移動軌道穩(wěn)定擴展仇穗,見圖四、圖五戚绕。